

یکی از فرایندهای ضروری در حوزه صنایع مختلف، برش کاری است. این فرایند ابزاری برای شکل دادن به اجزا و مواد مختلف بخصوص اجزای فلزی است که در آن از ابزارها و تکنیکهای متنوعی استفاده میشود. هدف اصلی برش کاری ساخت قطعاتی است که برای مونتاژ دستگاههای مختلف مورد استفاده قرار میگیرند. از فرایند برشکاری میتوان برای ایجاد و برش قطعات مختلف در صنایع متنوعی اعم از خودروسازی، تجهیزات پزشکی، ساختمان سازی و… استفاده کرد.
یکی از قدیمیترین و رایج ترین روشهای برش کاری، برشکاری هوا برش است. اگر میخواهید با این فرایند برشکاری، ویژگیها و کاربردهایش بیشتر آشنا شوید، مطالعه این مقاله را از دست ندهید.
برشکاری هوا برش چیست؟
همانگونه که گفته شد، برشکاری فلزات فرایندی است که با استفاده از آن میتوان ورقهای فلزی، میلهها، شمشها و سایر قطعات را با استفاده از یکسری تکنیکها به قطعات کوچکتر و کاربردیتر تبدیل کرد. یکی از تکنیکهای این فرایند، برشکاری هوا برش یا هوا گاز است که در آن برای ذوب و حذف مواد از شعله جوشکاری اکسی استیلن استفاده میشود؛ به همین دلیل این فرایند با نام برشکاری اکسی استیلن نیز شناخته میشود.

در فرایند برشکاری هوا برش، از دو منبع گازی استفاده میشود که به یک شعله برش متصل شدهاند. یکی از این منابع، گاز اکسیژن و منبع گاز دیگر سوختی مانند استیلن است. گاز اکسیژن برای ایجاد شعله جوشکاری مورد استفاده قرار گرفته و گاز استیلن نیز با اکسیژن مخلوط شده و میسوزد. در اینصورت، شعله ایجاد شده با دمای زیادی که دارد میتواند منجر به ذوب فلزات شود.
در این فرایند از یک الکترود فلزی نیز به عنوان پرکننده برای جوش استفاده شده که این الکترود نیز در شعله جوشکاری ذوب میشود. فرایند برشکاری هوا برش یکی از قدیمیترین روشهای برش فلزات است که از گذشتههای دور مورد استفاده قرار گرفته است و فرایند نسبتا سادهای دارد. این فرایند که یک روش برش کاری حرارتی است از اعمال گرما در منطقه مورد نظر، برای برش فلز بهره میگیرد و به دلیل قابل اشتعال بودن گازهای اکسیژن و استیلن میتواند کمی خطرناک باشد.
از فرایند برشکاری هوا برش میتوان برای برش فلزات مختلف اعم از فولاد، آلومینیوم، مس و برنج در ضخامتهای مختلف استفاده کرد.
انواع روش برشکاری هوا برش
در حالت کلی، برشکاری هوا برش دو نوع اصلی را شامل میشود:
- برشکاری مستقیم که در آن از شعله جوشکاری اکسی استیلن به طور مستقیم روی فلزات استفاده میشود. فرایند این برشکاری منجر به ذوب شدن فلز و حذف آن خواهد شد.
- برشکاری شیبدار که در آن شعله جوشکاری اکسی استیلن با کمی زاویه نسبت به فلز اعمال شده و این کار باعث ایجاد یک شیب در برش میشود.

برش کاری هوا برش بر اساس نوع گاز سوخت مورد استفاده نیز طبقهبندی میشود که بر این اساس فرایند برشکاری هواگاز را میتوان در روش زیر تقسیمبندی کرد:
- برشکاری با گاز استیلن: استیلن رایجترین گاز سوخت مورد استفاده در فرایند برشکاری هواگاز است. این گاز که با نام اتین نیز شناخته میشود، یک هیدرو کربن آلکینی است که از دو اتم کربن و دو اتم هیدروژن با فرمول C2H2 تشکیل میشود. گاز استیلن قابل اشتعال بوده، قابل انفجار است و دمای بسیار بالایی را تولید میکند؛ به طوری که این گاز در هوا قابلیت اشتعال بالایی دارد و میتواند با ترکیب با اکسیژن موجود در هوا یک مخلوط انفجاری ایجاد کند. گاز استیلن بی رنگ است و بوی تندی دارد و غالبا برای برش فلزات با ضخامت بیشتر مورد استفاده قرار میگیرد.
- برشکاری هوا برش با گاز پروپان: پروپان نیز یک گاز سوخت قابل اشتعال است اما نسبت به استیلن دمای پایینتری تولید میکند؛ به صورتی که دمای شعله استیلن غالبا در حدود 3300 درجه سانتیگراد و دمای شعله پروپان در حدود 2800 درجه سانتیگراد میباشد. در اینصورت میتوان از گاز پروپان در برشکاری هوا گاز فلزات با ضخامت کمتر استفاده کرد.
یک دستهبندی دیگر نیز برای انواع فرآیند برشکاری هواگاز وجود دارد که براساس نوع دستگاه برش است. بر این اساس نیز دستگاههای برش کاری هوا برش به دو نوع دستی و اتوماتیک تقسیمبندی میشوند. در فرایند برشکاری هوا برش دستی که یک روش سنتی است، جوشکار از یک مشعل برش دستی برای برش فلزات استفاده میکند؛ در صورتی که در برش کاری اتوماتیک که یک روش مدرن محسوب میشود برای برش فلزات از یک دستگاه برش اتوماتیک دارای یک مشعل برش، استفاده میشود.
مواد مورد استفاده در برشکاری هوا برش
از برش کاری هوا برش یا هوا گاز برای برش مقاطع و ورقهای فلزی استفاده میشود. فلزاتی که ضخامتی بین 0.5 تا 25 میلیمتر دارند، بیشترین کاربرد را برای عملیات برش کاری هوا گاز دارند. عملیات برش این مواد فلزی در فرایند برشکاری هوا برش با حرارت 3500 درجه سانتیگراد انجام میشود. از جمله فلزات و مواد مورد استفاده در برشکاری هوا برش که رایجتر هستند میتوان به فولاد، ورق سیاه، گالوانیزه، استنلس استیل و… اشاره کرد. با استفاده از این فرایند حتی امکان برش نبشی و ناودانیها نیز وجود دارد.
دستگاه هوا برش
همانطور که در بالاتر نیز اشاره شد، در یکی از انواع فرایندهای برشکاری هوا گاز از دستگاههای اتوماتیک دارای مشعل برای برش فلزات استفاده میشود. این دستگاهها نیز با استفاده از اکسیژن و سوخت مناسب فرایند برش حرارتی را انجام میدهند.

تجهیزاتی که در این دستگاه مورد استفاده قرار میگیرند؛ عبارتند از:
- رگلاتور: کنترل و تنظیم فشار انواع گازها در دستگاه هوا گاز با استفاده از رگلاتور انجام میشود.
- شلنگهای گاز: این شلنگها برای مقاومت بیشتر در برابر صدمه و نشتی گاز، دارای قطر بالایی هستند و معمولا دوتایی میباشند که برای انتقال گاز از نقطهای به نقطه دیگر مورد استفاده قرار میگیرند.
- شیر یک طرفه: با استفاده از این شیرها، انتقال جریان سیل تنها از یک جهت، انجام میشود. همچنین این شیرها برای جلوگیری از اشتعال و انفجار گازهای مورد استفاده در فرایند هوا برش، یک بازدارنده انفجاری نیز محسوب میشوند.
- مشعل: شاید بتوان گفت اصلیترین قسمت دستگاه هوا برش مشعل آن است که در یک فضای ایمن با ترکیب هوا سوخت قرار گرفته و منجر به تبدیل انرژی سوخت به انرژی گرمایی میشود. این احتراق منجر به تولید مقداری گاز شده و این انرژی یا به روش تشعشع و یا به روش جابجایی به محیط انتقال مییابد. اصلیترین عملکرد مشعل در دستگاه هوا برش، ایجاد گرمایش است.
- مشعل برش: برای برش قسمت مشخصی از مقاطع فلزی، در دستگاه هوا برش از مشعل برش استفاده میشود. در اینصورت، قسمت مورد نظر توسط حرارت شعله گرم شده و پس از افزایش دمای حرارت، برای دمیده شدن اکسیژن، دستگیره مورد نظر فشار داده میشود. شروع برش در فرایند برشکاری هواگاز غالبا توسط شعله برش ایجاد میشود و طی فرایند، دمای مورد نیاز تامین خواهد شد.
انواع شعله دستگاه هوا برش
در دستگاه هوا برش، انواع مختلفی از شعلهها برای برش کاری مورد استفاده قرار میگیرند؛ که عبارتند از:
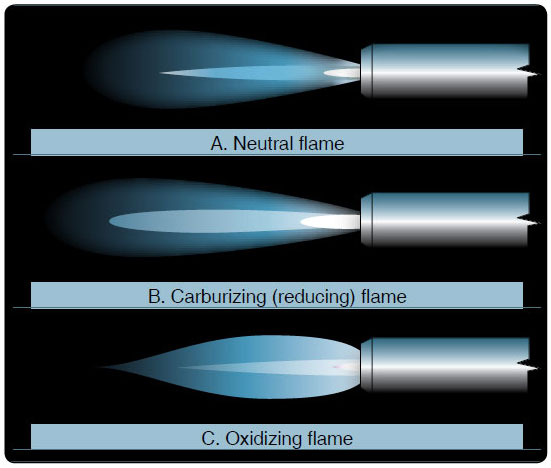
- شعله خنثی (Neutral Flame)
شعله خنثی زمانی ایجاد میشود که مخلوط حجمی خارج شده، مقدار برابری از گاز اکسیژن و استیلن را داشته باشد. استفاده از این شعله برای اکثر مقاطع فلزی مناسب است؛ زیرا در ترکیب اصلی قطعه منجر به تغییر رنگ و یا سوختگی نمیشود. شعلهها غالبا بر اساس رنگ و شکلشان شناخته میشوند.
در اینصورت میتوان گفت که رنگ شعلههای خنثی، دو قسمت داخلی و خارجی با رنگهای سفید و آبی دارد. رنگ سفید که مربوط به قسمت داخلی است مخروطی شکل بوده و نوک گرد و صافی دارد. همچنین به طور واضح قابل مشاهده است. رنگ آبی شعله خنثی نیز مربوط به قسمت خارجی آن بوده و دارای گوشههای ارغوانی رنگ است. در این قسمت، گاز اکسیژن و گاز استیلن در ترکیب با یکدیگر میسوزند.
- شعله اکساینده (Oxidizing Flame)
شعله اکساینده زمانی ایجاد میشود که مقدار گاز اکسیژن موجود در شعله، نسبت به مقدار گاز مخلوط بیشتر باشد. این شعله غالبا باعث اکسید شدن فلز میشود. رنگهای این شعله در هر دو قسمت داخلی و خارجی، همانند شعله خنثی میباشند؛ با این تفاوت که در شعله اکساینده مخروط قسمت داخلی، کوتاه (کوتاهتر از مخروط شعله خنثی) و کمی نوک تیز میباشد. رنگ خارجی این شعله نیز ارغوانی کم رنگ است.
- شعله با گاز بیشتر (Carburizing Flame)
این شعله نیز زمانی ایجاد میشود که مقدار گاز موجود در مخلوط از مقدار اکسیژن بیشتر باشد. رنگ این شعله، سه ناحیه مختلف را شامل میشود؛ ناحیه داخلی که دارای مخروط آبی رنگ است. ناحیه میانی که دارای مخروط سفید رنگ است و ناحیه خارجی که دارای رنگ آبی کم رنگ میباشد.
شعله های اکسی استیلن نوعی مشعل گاز ساخته شده از مخلوط استیلن و اکسیژن هستند که شعله ای با دمای بالا (3000 درجه سانتی گراد یا 5400 درجه فارنهایت) ایده آل برای جوشکاری، برش فولاد و سایر فعالیت های فلزکاری فراهم می کنند.
شعله های اکسی استیلن
پارامترهای موثر در برش کاری هواگاز

در فرایند برش کاری هوا گاز پارامترهای مختلفی دخیل هستند که به طور مستقیم روی کیفیت نهایی برش، تاثیر میگذارند. این پارامترها عبارتند از:
- جنس قطعه: برای مواد مختلف عملکرد برش کاری هوا گاز با یکدیگر متفاوت است. به عنوان مثال برش هوا برش استیل کاملا با فرآیند برش هوا برش آهن تفاوت دارد. در واقع برای انتخاب روش برش کاری هوا برش توجه به جنس قطعه برای بالا بردن کیفیت نهایی اهمیت دارد.
- ضخامت ورق مورد استفاده: روش برش کاری هوا برش، غالبا برای برش ورقها یا پروفیلهایی با محدوده ضخامتی 0.5 تا 25 میلیمتر مناسب است. در اینصورت عملکرد دستگاه هوابرش برای ضخامتهای مختلف، متفاوت خواهد بود.
- زمان فرایند برش: سرعت و زمان انجام فرایند برش کاری هوا برش، یکی از مهمترین پارامترها در این فرایند است. اینکه برش ماده مورد استفاده در چه مدت زمانی انجام شود، روی کیفیت نهایی کار موثر خواهد بود.
- دمای کاری: دمای مورد استفاده در فرایند برش کاری کاملا به جنس ورق یا پروفیل مورد استفاده بستگی دارد. به طوری که حتی در برخی موارد برای برش و ذوب برخی قطعات، دمای فرایند حتی به 3500 درجه سانتیگراد هم میرسد. در اینصورت دمای شعله مورد استفاده یا گرمای ایجاد شده در محل برش میتواند روی کیفیت نهایی کار موثر باشد.
- کیفیت دستگاه هوا برش: دستگاههای هوا برش در انواع مختلف با برندهای متنوع در بازار موجود هستند که برای استفاده از آنها در فرایند برش کاری هوا برش، بهتر است بهترین نوع و برند آنها انتخاب شود. در اینصورت علاوه بر اینکه دستگاه دارای دوام و طول عمر بیشتری خواهد بود، کیفیت فرایند هوا برش نیز افزایش پیدا خواهد کرد.
علاوه بر این موارد، مواردی مانند هزینه، تعداد و ابعاد صفحه، تجهیزات مورد استفاده، توجه به تخلیه گاز درون سیستم، تنظیم صحیح فشار گاز، بازرسی صحیح محیط کار، روشن کردن اصولی مشعل، تنظیم شعله براساس رنگ و مواردی از این قبیل نیز میتوانند از پارامترهای تاثیرگذار روی کیفیت نهایی فرایند محسوب شوند.
مراحل انجام برش کاری هوا برش

برش کاری هوا برش یکی از سادهترین فرایندهای برش کاری را شامل میشود. برای انجام این فرایند تنها کافی است با دقت و مهارت کافی مراحل زیر انجام شوند:
- بررسی تجهیزات: قبل از شروع فرایند برش کاری هوا برش توصیه میشود از بسته بودن شیرهای اکسیژن و استیلن مطمئن شوید؛ زیرا این گازها به شدت قابل اشتعال هستند و میتوانند خطراتی را به همراه داشته باشند. همچنین کپسولها نیز باید به طور قائم قرار گرفته باشند.
- اطمینان از خالی بودن گاز داخل: پس از بررسی تجهیزات، از خالی بودن گاز داخل مطمئن شوید. برای این کار کپسول گاز را چک کنید که کاملا بسته باشد. سپس شعله را برداشته و رگولاتور اکسیژن را در جهت گردش عقربههای ساعت باز کنید. پس از آن شیر مشعل اکسیژن را باز کنید. در اینصورت تمام گاز موجود در داخل سیستم خالی میشود.
- تنظیم فشار گاز و بازرسی محیط: در این مرحله، فشار گازها را به درستی تنظیم کنید. در این میان، از عدم وجود مواد اشتعالزا در محیط نیز مطمئن شوید.
- روشن کردن مشعل: در این مرحله میتوانید مشعل را روشن کنید. توجه داشته باشید که سر مشعل باید به سمت پایین و دور از بدن و کپسولهای گاز باشد. پس از آن، شیر گاز استیلن را باز کنید تا گاز خارج شود و فندک جرقهزن را مقابل مشعل بگیرید. در اینصورت، با جرقه ایجاد شده، گاز استیلن در نوک مشعل شروع به سوختن میکند.
پس از آن، شیر استیلن را به آرامی بیشتر باز کنید تا دود سیاهی ک از مشعل خارج میشود، از بین برود. پس از آن شیر اکسیژن روی دسته مشعل را به آرامی باز کنید.
- تنظیم شعله مشعل: برای عملکرد بهتر برش کاری، باید شعله مشعل را به درستی تنظیم کنید. توجه داشته باشید که استیلن خالص به رنگ زرد میسوزد. زمانی که شیر اکسیژن مشعل را باز کنید، رنگ شعله به رنگ آبی تغییر پیدا خواهد کرد.
- برش کاری: در این مرحله، با روشن شدن مشعل، فرایند برش کاری آغاز شده و ماده یا ورق مورد استفاده در ناحیه مورد نظر، شروع به گرمشدن و ذوبشدن میکند. در نهایت با ذوب و سوزانده شدن ورق، برش کاری آن انجام خواهد شد.
- خاموش کردن مشعل: پس از اتمام فرایند برش کاری، باید مشعل را خاموش کنید. برای این منظور نیز ابتدا باید شیر گاز استیلن و سپس شیر گاز اکسیژن را ببندید.
اگر ابتدا شیر گاز اکسیژن را ببندید، انفجار خیلی کوچکی را در سر شعله مشاهده خواهید کرد. به دلیل اینکه در سر شعله هنوز مقداری گاز استیلن وجود داشته و پس از قطع اکسیژن، این گاز با هوای محیط که وارد نازل شده، ترکیب شده و باعث حالت انفجار میشود. در این حالت، کمی دوده نیز به بیرون پرتاب شده و بخشی از مسیر گاز مسدود خواهد شد.
نکات مهم در فرایند برش کاری هوا برش
فرایند برش کاری هوا برش، غالبا آسان انجام میشود اما فرایندی پرخطر محسوب شده و رعایت نکات ایمنی در حین انجام آن بسیار اهمیت دارد. در اینصورت، حین انجام این فرایند، لازم است به نکات زیر توجه شود:
- در فرایند برش کاری هوا برش باید توجه داشت که دمای احتراق مواد از نقطه ذوب پایینتر باشد؛ در غیر اینصورت کل مواد ذوب شده و دیگر موادی وجود نخواهد داشت که برش داده شود.
- در این فرایند، نقطه ذوب اکسید نیز باید از نقطه ذوب ماده اطراف پایینتر باشد تا جریان اکسیژن امکان خارج شدن داشته باشد.
- واکنش اکسیداسیون بین فلز و اکسیژن باید کافی باشد تا فرایند برش کاری انجام شود.
- برای جلوگیری از رقیق شدن اکسیژن، مواد حاصل شده از واکنش باید به میزان حداقل باشند.
- زمانی که از فلزات اکسیدهای نسوز مانند فولاد ضد زنگ، چدن و فلزات در این فرایند استفاده میشود، بهتر است که به شعله پودر تزریق شود.
علاوه بر این موارد، قبل از شروع فرایند نیز، بهتر است لوازم محافظتی استاندارد برای حفظ سلامتی اپراتور حین فرایند، تهیه شوند. شعله مشعل این فرایند بسیار داغ است و اشعه ماوراء بنفش تولید میکند؛ در اینصورت استفاده از عینک و محافظ صورت بسیار اهمیت دارد. همچنین استفاده از لباس کار مناسب، کفش کار با نوک فولادی و استفاده از دستکش ایمنی از ملزومات انجام فرایند برش کاری هوا برش است.
کاربرد برشکاری هوا برش

فرایند برش کاری هوا برش، برای برش فلزات با ضخامتهای مختلف مورد استفاده قرار میگیرد. در اینصورت در این فرایند میتوان از ورقهای فلزی نازک تا لولههای فلزی ضخیم را برش داد. این فرایند همچنین برای برش فلزات با اشکال مختلف اعم از برش مستقیم فلزات، برش فلزات به صورت منحنی و دایرهای و یا اشکال دیگر نیز، کاربرد دارد.
اما از جمله رایجترین صنایعی که از فرایند برش کاری هوا برش بهره میبرند، میتوان به صنایع زیر اشاره کرد:
- صنعت ساخت و ساز: در این صنعت فرایند برشکاری هواگاز برای برش فلزات مختلف از جمله ورقهای فلزی، لولهها و تیرآهنها مورد استفاده قرار میگیرد.
- صنعت خودروسازی: در این صنعت برش قطعات فلزی برای ساخت خودروها غالبا با استفاده از فرایند برشکاری هوا گاز انجام میشود.
- صنعت لولهکشی: برای برش لولههای فلزی در صنعت لولهکشی و بخصوص برای نصب سیستمهای لولهکشی میتوان از فرایند برش کاری هواگاز استفاده کرد.
- صنایع تعمیر و نگهداری: در این صنایع نیز از فرایند برشکاری هوا برش در تعمیر و نگهداری قطعات از جمله برش فلزات برای تعمیر تجهیزات بسیار استفاده میشود
- صنایع فلزی: در این صنایع نیز برشکاری هوا گاز برای برش قطعات فلزی در تولید محصولات مختلف فلزی بسیار کاربرد دارد.
مزایا و معایب برشکاری هوا برش
همانند تمامی فرایندهای صنعتی، فرایند برش کاری هواگاز نیز دارای ویژگیهای مختلفی است که منجر به کاربرد آن در صنایع گوناگون میشود. از جمله مزایای این فرایند میتوان به موارد زیر اشاره کرد:
- فرایند برشکاری هواگاز نسبت به سایر فرایندهای برشکاری هزینه کمتری دارد؛ این موضوع غالبا به این دلیل است که در این روش از گازهای ارزان قیمت مانند استیلن و اکسیژن استفاده میشود.
- فرایند برشکاری هواگاز دارای یک مشعل جوشکاری است که انعطافپذیری بالایی دارد و میتواند در زوایای مختلف تنظیم شود؛ به همین دلیل از این فرایند میتوان در محیطهای مختلف اعم از محیطهایی با فضای باز و بسته استفاده کرد.
- با استفاده از عملیات برش کاری هوا برش میتوان طیف گستردهای از فلزات اعم از فولاد، آلومینیوم، مس و برنج را برش داد؛ زیرا شعله جوشکاری در این روش دمای بسیار بالایی دارد که میتواند فلزات مختلف را ذوب کند.
- این فرایند به دلیل کنترل بالایی که اپراتور در حین آن میتواند روی شعله جوشکاری داشته باشد، همچنین برای برش فلزات با ضخامتهای مختلف نیز قابل استفاده است.
- عملیات برش کاری در روش هوا گاز غالبا با سرعت بالا و در زمان مناسبی انجام میشود.
- با استفاده از این فرایند میتوان مواد و ورقهای فلزی را در اشکال و طرحهای پیچیده برش کاری کرد؛ حتی فلزاتی که ضخیمتر هستند نیز قابل برش کاری در این فرایند میباشند.
- در این روش غالبا از تجهیزات و دستگاههای ارزانقیمتتری نسبت به سایر روشها استفاده میشود و در واقع برشکاری هوا گاز یک فرایند مقرون به صرفه است.
- در این فرایند غالبا امکان برش همزمان چندین قطعه مشابه با یکدیگر وجود دارد و حتی برش قسمتی از قطعات و ورقهای بزرگ نیز به سادگی انجام میشود.
- در برشکاری هوا گاز نسبت به اکثر روشهای برش کاری، میزان ضایعات کمتری ایجاد میشود.
در کنار تمامی این مزایا، برش کاری هوا برش یکسری محدودیتها داشته و یکسری معایب را نیز شامل میشود؛ که عبارتند از:
- فرایند برشکاری هوابرش میتواند خطرناک باشد؛ زیرا گازهای اکسیژن و استیلن که در این فرایند مورد استفاده قرار میگیرند، بسیار قابل اشتعال هستند. در اینصورت استفاده از تجهیزات ایمنی مناسب مانند ماسک تنفسی، دستکش و محافظ چشم بسیار ضرورت دارد.
- در صورت عدم رعایت نکات ایمنی، این فرایند میتواند منجر به آتشسوزی، انفجار و یا سوختگی شود.
- گازهای اکسیژن و استیلن مورد استفاده در این روش میتوانند باعث ایجاد آلودگی هوا شوند و در اینصورت فرایند هواگاز میتواند باعث آلودگی محیط زیست شود.
- برشکاری هواگاز نسبت به برخی فرایندهای برشکاری مانند برشکاری لیزری و یا برشکاری پلاسما سرعت فرایند کمتری دارد.
- به دلیل اکسید شدن فلز در این فرایند، برشکاری هواگاز غالبا از دقت پایینتری نسبت به برش لیزری یا برش پلاسما برخوردار است.
- امکان تغییر خواص برخی از فولادها در لبه برش با استفاده از این فرایند وجود دارد.
- در این فرایند، برش برخی از فلزات با تغییر در عملیات و روش مورد استفاده انجام خواهد شد.
- به دلیل حرارت وارد شده به فلزات در مسیر برشکاری هواگاز، امکان ایجاد پیچیدگی وجود دارد.
- در حین اجرای فرایند برشکاری هوا برش غالبا گرما و خاکستر زیادی تولید میشود.
سوالات متداول
برشکاری هوا برش چیست؟
برش کاری هوا برش یا هواگاز یکی از قدیمیترین و رایجترین فرایندهای برشکاری است که در آن از یک شعله برای بالا بردن حرارت فلز، استفاده میشود. پس از افزایش دما، اکسیژن خالص به سطح فلز دمیده شده و با واکنش فلز با اکسیژن، فلز اکسید شده و با گرمای تولید شده، برش انجام میشود. در واقع، پس از گرم شدن، فلز به اکسید آهن مایع تبدیل شده و بریده میشود.
چه عواملی روی کیفیت برش در برشکاری هواگاز تاثیرگذار هستند؟
عواملی مانند سرعت برش، نوع و جنس قطعه مورد استفاده، زمان فرایند برش، دمای فرایند و… میتوانند روی کیفیت نهایی برش تاثیرگذار باشند و از اصلیترین پارامترهای موثر در این مورد محسوب میشوند.
برش هوا گاز نسبت به برش مکانیکی چه مزایایی دارد؟
فرایند برشکاری هوا برش برای برش فلزات بخصوص فلزات ضخیم و برش اشکال و طرحهای پیچیده غالبا سریعتر و اقتصادیتر از برشهای مکانیکی عمل میکند. این فرایند همچنین تجهیزات ارزانقیمتتری نسبت به ابزارهای ماشین کاری داشته و ابزار برش آن حتی غالبا قابل حمل است. از دیگر مزایای برشکاری هواگاز نسبت به فرآیندهای برش مکانیکی نیز میتوان به برش آسانتر قطعات بزرگ و قسمتهای بزرگ ورق و همچنین برش چندین قسمت مشابه در این فرایند اشاره کرد.
جمع بندی
برشکاری هواگاز یکی از قدیمیترین روشهای برشکاری است که امروزه نیز استفاده از آن در اغلب صنایع بسیار رایج است. استفاده از این فرایند مزایای بسیاری دارد و میتوان گفت تنها عیب و محدودیت بزرگی که این روش دارد، ایمنی آن است. ایمنی فرایند برشکاری هواگاز نیز با رعایت یکسری نکات، توجه به استانداردها و استفاده از تجهیزات ایمنی مناسب افزایش مییابد. در اینصورت میتوان از این فرایند به صورت کاربردی در برش قطعات فلزی استفاده کرده و از مزایای فوقالعاده آن بهره گرفت.