

در برخی شغلها گاهی نیاز به ایجاد دندههای پیچ یا رزوه زنی در داخل قطعات وجود دارد. در اینگونه موارد از ابزاری به نام قلاویز برای این کار استفاده میشود. قلاویز یکی از مهمترین و پرکاربردترین ابزارها در صنعت تراشکاری و رزوه زنی است. این ابزار یک ابزار کوچک و استوانهای شکل است که در قسمتهایی از آن چند ردیف دندانه وجود داشته و از آن برای ایجاد رزوه در داخل قطعات استفاده میشود.
اگر میخواهید با فرایند قلاویز کاری، ویژگیها و کاربردهای آن بیشتر آشنا شوید، مطالعه این مقاله از فبرینو را از دست ندهید.
قلاویزکاری چیست؟
همانطور که گفته شد، قلاویز ابزاری کوچک و استوانهای شکل است که با استفاده از دندانههای آن میتوان در داخل قطعات رزوه ایجاد کرد. انتهای قلاویز نیز به شکل چهارپهلو طراحی شده و به سادگی در دسته قلاویز ثابت و محکم میشود. شیار موجود در قلاویزها برای خروج براده و تسهیل روانکاری مورد استفاده قرار میگیرد.
این وسیله برای تراش دندانههای پیچ روی متریالهای مختلف اعم از چوب، فلز و پلاستیک بسیار کاربرد دارد. این ابزار از ابزارهای بسیار پرکاربرد در تراشکاری است که غالبا از فولاد تندبر یا فولاد کربنی ساخته میشود. در اینصورت با استفاده از قلاویز میتوان عملیات رزوه زنی را در داخل قطعات با جنسهای مختلف انجام داد.

قلاویز کاری یکی از روشهای ماشین کاری است که در آن از ابزار قلاویز برای ایجاد رزوه استفاده میشود. در این فرایند با استفاده از قلاویز روی سطح بیرونی سوراخهایی که از قبل توسط مته ایجاد شده است، رزوه ایجاد میشود. این فرایند در بسیاری از فرایندهای ساخت و تولید قطعات کارگاهی و صنعتی کاربرد دارد.
همانطور که گفته شد، از ابزار قلاویز برای دنده کردن و رزوه زنی سطوح داخلی قطعات استفاده میشود. در واقع این ابزار با حدیده تفاوت دارد. ابزار حدیده برخلاف قلاویز برای ایجاد رزوه روی سطح خارجی قطعات مورد استفاده قرار میگیرد.در نتیجه، این دو وسیله کاربردهای متفاوتی در صنعت دارند.
مراحل فرایند قلاویز کاری
قلاویز کاری فرایندی است که برای دنده زنی در داخل قطعات مورد استفاده قرار میگیرد. برای انجام این فرایند مراحل ساده زیر دنبال میشوند:
- در ابتدا، به کمک مته یک سوراخ با اندازه مناسب روی سطح ایجاد شده و لبه سوراخ نیز تنظیم شده یا به اصطلاح پخ زده میشود. سوراخ باید کاملا استاندارد ایجاد شده و قطر آن باید کوچکتر از قطر خود قلاویز باشد. به عنوان مثال، برای رزوه پیچ 8، باید روی قطعه، سوراخی با قطر 6.5 میلیمتر ایجاد شود.
- پس از ایجاد سوراخ لازم است که قطعه کار مهار شود.
- اگر قلاویز کاری به صورت دستی انجام شود، نیاز به دسته قلاویز وجود دارد. در اینصورت، قسمت درایو مربعی قلاویز درون آچار قرار میگیرد. قلاویز باید عمود بر دسته، در سرجای خود، کاملا محکم شود.
- قلاویزهای دستی یک سری سه تایی مته قلاویز دارند که هرکدام عمق معینی از دنده را ایجاد میکنند. این متهها با نام متههای قلاویز پیشرو، میانرو و پس رو شناخته میشوند که به ترتیب مورد استفاده قرار میگیرند. نوع اول عمق کمی را دنده میزند و به ترتیب عمق شیارها افزایش مییابد.
- برای انجام قلاویز کاری نیاز به سیال برش مناسب وجود دارد. سیال برش، حرکت قلاویز را حین چرخش درون سوراخ روانکاری کرده و با کمک آن خروج برادهها از درون سوراخ سادهتر انجام میشود. این کار باعث چرخش سادهتر قلاویز شده و از شکستن آن جلوگیری میکند.
توجه داشته باشید که سیال برش باید متناسب با جنس ماده مورد استفاده برای قلاویز کاری انتخاب شود. در حالت کلی، برای آلومینیوم از نفت سفید، برای فولاد آلیاژی از روغن معدنی و برای فولاد ضد زنگ از کاسترول مولی-دی به عنوان روانکننده استفاده میشود. همچنین غالبا پلاستیکها نیاز به سیال برش ندارند.
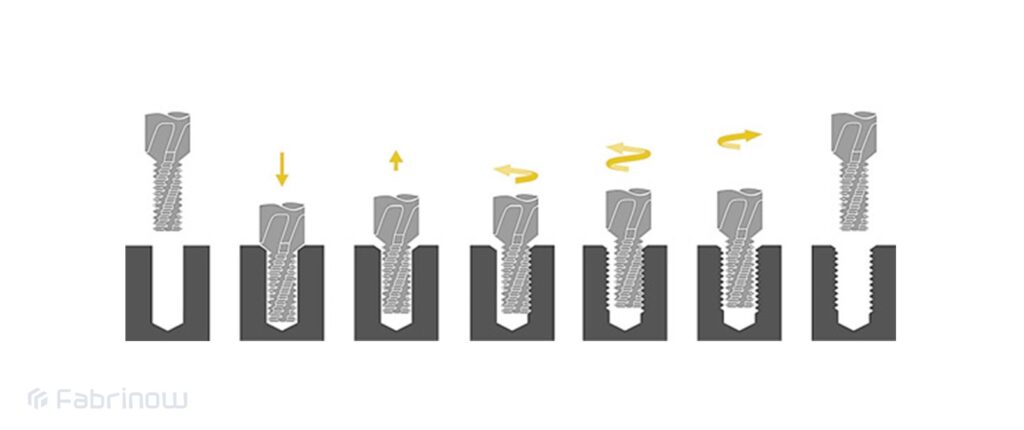
- پس از انتخاب سیال برش، نیاز است که قلاویز کاملا مستقیم با سوراخ تراز شده و محور آن با سوراخ هم تراز باشد. در غیر اینصورت، قلاویز درون سوراخ گیر کرده و احتمال شکستن آن وجود دارد.
- پس از آن، قلاویز یک چهارم دور، در جهت عقربههای ساعت چرخانده شده و تا یک چهارم دور نیز برگردانده میشود. در اینصورت، یک چهارم دور چرخش به عقب قلاویز، منجر به بیرون راندن برادهها میشود.
در این مرحله، ممکن است چرخش قلاویز مشکل باشد که در این شرایط، قلاویز باید قبل از چرخش متوقف شود. غالبا اگر قلاویز هم تراز نباشد، قلاویز کاری به ته سوراخ رسیده باشد و یا جنس قلاویز مناسب نباشد، این شرایط به وجود میآید.
اگر این فرایند با دقت و مهارت انجام شود، قلاویز کاری کیفیت مطلوبی خواهد داشت. پس از اتمام قلاویز کاری نیز غالبا نیاز است که سوراخ با هوای فشرده یا اسپری WD-40 تمیز شود.
کاربرد قلاویز کاری چیست؟
قلاویز کاری یک فرایند ماشین کاری صنعتی است که برای برش رزوههای داخلی در قسمتهای مختلف ماشین آلات و دندهزنی مورد استفاده قرار میگیرد. در صنایع مختلف، تعدادی از قطعات کوچک برای تکمیل یک قطعه بزرگتر به یکدیگر متصل میشوند که برای اتصال این قطعات از پیچ و مهره استفاده میشود. قلاویزها ابزاری هستند که در فرایند قلاویز کاری برای رزوه کردن قسمت مادگی جفت اتصالدهندههای فلزی (مهرهها) مورد استفاده قرار میگیرند. در مقابل قلاویز، از حدیده برای رزوه کردن قسمتهای نر (پیچها) استفاده میشود.
در نتیجه، کاربرد اصلی این فرایند اتصال یا پیچ کردن دو قطعه به یکدیگر است. در صنایع مختلف، از قلاویز برای اتصال سطحی و موقتی دو قطعه به طور متعدد استفاده میشود. از طرفی، برای ایجاد جای پیچ نیز با استفاده از روش رزوه زنی و قلاویز میتوان سوراخ مورد نیاز را ایجاد کرد. در اینصورت، با ایجاد سوراخهای دندانه دار میتوان باز و بسته کردن پیچها و سطح را سادهتر کرد.
انواع مختلف قلاویز کاری

عملیات قلاویزکاری به طور کلی، با دو روش مختلف انجام میشود؛ که این روشها عبارتند از:
- قلاویز کاری دستی
رایجترین نوع قلاویزها، قلاویزهای دستی هستند اما برای انجام کارهای CNC نمیتوان از این قلاویزها استفاده کرد. قلاویز دستی در ابتدای طول رزوه خود یک پخ دارد که هدف اصلی وجود این پخ، انجام تدریجی برشهای عمیقتر توسط دندانههای برش اولیه است. این کار نیروی مورد نیاز برای قلاویز کاری و سایش ابزار را کاهش میدهد. از طرفی، در تراز کردن ابزار در سوراخ نیز موثر است.
قلاویزهای دستی دارای 4 ردیف دندانه هستند که داخل قطعه قرار گرفته و با چرخیدن توسط دست عملیات برادهبرداری را انجام میدهند. با این کار، دنده یا رزوه داخل محصول ایجاد میشود. در حین انجام این عملیات، برادههایی که به وجود میآیند، از شیارهای موجود روی قلاویز خارج میشوند. قلاویز کاری دستی همانطور که از نامش پیداست، توسط نیروی دست عمل میکند و به همین دلیل دارای سرعت عمل کمتری نسبت به قلاویز کاری ماشینی است.
همانطور که در بالاتر نیز اشاره شد، حین انجام فرایند قلاویز کاری دستی، سه نوع قلاویز، به ترتیب، مورد استفاده قرار میگیرند که عبارتند از:
- قلاویز پیشرو یا اولرو که در انتهای آن یک خط باریک وجود داشته و توسط آن نیمی از عملیات رزوهزنی و برادهبرداری انجام میشود. این قلاویز پخ بسیار کم عمق و دندانههای برش اولیه کم عمقی نیز دارد که منجر به کاهش نیروی مورد نیاز برای چرخاندن و انجام آسان قلاویز کاری میشود. با استفاده از قلاویزهای اولرو نمیتوان انتهای یک سوراخ کور را رزوه کرد.
- قلاویز میانرو یا دومرو که در انتهای آن دو خط باریک قرار گرفته و دندههای آن از قلاویز اولرو کاملتر است. با استفاده از این قلاویز برادهبرداری در عمق دندهها انجام میشود و به نیروی بیشتری برای چرخش نیاز دارد.
- قلاویز پسرو یا آخر رو که آخرین مرحله قلاویز کاری دستی است و با آن عملیات قلاویز کاری و دنده زنی تکمیل میشود. با استفاده از این قلاویز امکان رزوه کردن انتهای یک سوراخ کور نیز فراهم میشود.
برای انجام قلاویز کاری دستی، این مراحل باید به ترتیب انجام شود؛ در غیر اینصورت، امکان آسیب دیدن قطعه وجود دارد. همچنین در حین مراحل قلاویز کاری دستی نباید فشار بیش از حدی به قلاویز وارد شود. برای روان تر شدن حرکت قلاویزها نیز میتوان در طی این مراحل از روغن قلاویز استفاده کرد.
در حین انجام قلاویز کاری دستی، برای نگه داشتن قلاویز، غالبا از یک آچار یا ابزار استفاده میشود تا در حین عملیات قلاویز دچار لغزش نشود. در این صورت، قلاویز کاری با دقت و تسلط بیشتری انجام میشود. دستههای قلاویز دستی میتوانند سایزهای مختلف قلاویز مورد استفاده قرار بگیرند و غالبا برای داشتن مقاومت بالا از مواد بسیار سخت مانند فولاد تولید میشوند.
- قلاویز کاری ماشینی
فرایند قلاویز کاری ماشینی، برخلاف قلاویز کاری دستی، با استفاده از نیروی محرکه ماشین یا موتور انجام میشود. به همین دلیل دارای سرعت و دقت بیشتری است. همچنین برخلاف روش دستی، در این نوع قلاویز، رزوه زنی تنها در یک مرحله انجام میشود.
قلاویزهای ماشینی را میتوان به دستگاههای تراشکاری متصل کرد و از آنها برای تولید قطعات به صورت ساده تر استفاده کرد. همچنین قلاویزهای ماشینی دو نوع مستقیم و مارپیچ را شامل میشوند؛ که از نوع مستقیم آنها برای رزوه زنی قطعاتی که انتهای آنها بسته است و از مدل مارپیچ آنها برای رزوه زنی قطعاتی که انتهای آنها باز است، استفاده میشود.
به دلیل استفاده از نیروی محرکه موتور در قلاویز کاری به وسیله قلاویز ماشینی، این فرایند آسانتر، سریعتر و تخصصیتر انجام میشود. در این فرایند، قلاویز به دستگاه تراش یا دستگاه دریل متصل و ثابت میشود. سپس با راهاندازی دستگاه، قلاویز ماشینی به سمت داخل سوراخ قطعه حرکت کرده و رزوه زنی به صورت کامل انجام میشود.
در این روش نیز، میتوان برای انجام شدن سادهتر فرایند قلاویز کاری از روغنهای مخصوص برای کاهش حرارت و روانکاری قطعه استفاده کرد. به طور کلی، قلاویز ماشینی نوع پیشرفته قلاویز دستی است که سرعت و دقت بیشتری دارد.
ساختار و اجزای قلاویز کاری

قلاویزها از قسمتهای مختلفی تشکیل شده اند که هر کدام کاربرد خاص خود را دارند. قسمتهای اصلی این ابزار عبارتند از:
- بدنه قلاویز: قسمتی اصلی قلاویز است که رزوهها توسط آن ایجاد میشوند. این قسمت برای ایجاد رزوههای داخلی و برداشتن مواد اضافی، شامل دندانههای تیز است. همچنین برای فراهم نمودن امکان خارج شدن برادهها و ورود سیال شامل تعدادی شیار است.
- ساقه قلاویز: قسمت صاف بالای بدنه است که جنس فولادی دارد و سطح مقطع آن گرد است. روی این قسمت مشخصات قلاویز اعم از سایز، جنس و برند شرکت تولید کننده حک میشود.
- درایو قلاویز: قسمت بالای ساقه است که سطح مربعی شکل داشته و درون دسته قلاویز یا ماشین قلاویز زن قرار میگیرد. کاربرد این قسمت نگهداری قلاویز درون آچار و فشنگی است.
- شیار قلاویز: در تمام طول بدنه قلاویز شیارهایی از بالا به پایین قرار گرفته اند که برادههای ایجاد شده در طی عملیات از این شیارها خارج میکنند. این شیارها همچنین برای ورود روان کننده به داخل سوراخ نیز کاربرد دارند.
- لبه برش: قسمتی از قلاویز است که برادهها روی آن حرکت میکنند و عمل اصلی برش در این قسمت انجام میشود.
- آچارخور: قسمتی از قلاویز است که برای گرفتن و ثابت نگه داشتن قلاویز به منظور دوران و چرخش قلاویز استفاده میشود.
انواع دسته قلاویز
همانطور که در بالاتر اشاره شد، برای چرخاندن و هدایت مته به داخل سوراخ قطعات از دسته قلاویز استفاده میشود. دسته قلاویز به طور کلی سه نوع مختلف را شامل میشود:
- دسته قلاویز جغجغهای: در قطعات بزرگ فضای کافی برای چرخاندن دسته قلاویز وجود دارد که برای رزوه زنی این قطعات از دسته قلاویز جغجغهای استفاده میشود. با استفاده از دسته قلاویزهای جغجغه ای میتوان نیروی بیشتری را به مته قلاویز وارد کرد.
- دسته قلاویز T شکل: این دستهها همانطور که از نامشان پیداست، دارای شکلی شبیه به T میباشند. از این دسته قلاویزها برای قلاویز کاری و دنده زنی قطعات ریز استفاده میشوند که برای چرخاندن دست و آچار در آنها فضای کمتر و محدودتری وجود دارد.
- دسته قلاویز برقی: این نوع دستههای قلاویز تقریبا با مشابه به دستگاه دریل هستند که در آنها از نیروی برق استفاده شده و با استفاده از آنها، فرایند قلاویز کاری سرعت و دقت بالاتری را شامل میشود.
تکنیکها و روشهای صحیح قلاویز کاری

برای اینکه فرایند قلاویز کاری به طور صحیح انجام شود و نتیجه نهایی کیفیت مطلوبی داشته باشد، رعایت یکسری نکات و تکنیکها هنگام قلاویز کاری اهمیت دارد. این نکات مهم عبارتند از:
- برای جلوگیری از افزایش برادههای حاصل از قلاویز کاری نیاز است که هر چند وقت یکبار، قلاویز در جهت خلاف حرکت چرخانده شود. در این صورت بهتر است هنگام قلاویز کاری، به اندازه هر نیم دور که ابزار به طرف راست چرخیده میشود، یک چهارم دور نیز به سمت چپ چرخیده شده تا برادههای کنده شده از بین لبههای برنده آزاد شوند.
- برای جلوگیری از شکستن قلاویزها، هر چند وقت یکبار، نیاز است که برادههای ایجاد شده در حین فرایند، از داخل سوراخ خارج شوند.
- هنگام قلاویز کاری نباید نیروی زیادی به قلاویز وارد شود؛ در غیر اینصورت با اعمال زیاد نیرو، احتمالا شکستن قطعه و یا حتی شکستن قطعه کار وجود دارد. همچنین ممکن است دندانه و یا رزوههای ایجاد شده ناصاف شود.
- برای رزوه دارد کردن قطعات فولادی، غالبا توصیه میشود قبل از شروع فرایند، ابزار روغن کاری شود. برای رزوه دار کردن قطعات آلومینیومی، به جای روغن میتوان از نفت استفاده کرد که در این زمینه موثرتر عمل میکند. همچنین برای رزوه دار کردن قطعات چدنی یا برنجی غالبا از نفت یا روغن استفاده نمیشود؛ اما در صورتی که قطعه چدنی یا برنجی سایز بزرگی داشته باشد، بهتر است ابزار روغن کاری شود.
- هنگام استفاده از قلاویزهای دستی باید به همان ترتیب استاندارد از آنها استفاده کرد و در غیر اینصورت، امکان رخ دادن مشکلات احتمالی در قطعه و یا قلاویز وجود دارد.
تفاوت قلاویز و حدیده چیست؟
حدیده ابزاری است که برای ایجاد رزوه در قطعات نر یا همان قسمت خارجی سطوح مانند پیچ به کار میرود. در واقع، رزوه تراشی یا پیچ تراشی قسمتهای خارج سطوح توسط حدیده انجام میشود. در صورتی که قلاویز برای ایجاد رزوه در قسمت داخلی مهره یا اصطلاحا قطعه ماده، استفاده میشود. حدیده نیز همانند قلاویز دو نوع دستی و ماشینی را شامل میشود که نوع دستی توسط نیروی دست و نوع ماشینی توسط نیروی محرکه ماشین مورد استفاده قرار میگیرد.
همچنین حدیده نیز همانند قلاویز شامل قسمتهای مختلفی است؛ که عبارتند از:
- بدنه حدیده: فرم و شکل دندانههای رزوه روی بدنه حدیده طراحی شده و قرار گرفته است.
- سوراخ محیط حدیده: این قسمت از جدیده برای محکم کردن خدیده روی دسته حدیده طراحی شده است.
- پیچ تنظیم حدیده: به کمک این پیچ در ابزار حدیده میتوان میزان و عمق دندانه را نسبت به سطح میله تنظیم کرد.
- لبه برنده حدیده: این قسمت همان دندانههای حدیده را شامل شده که عملیات براده برداری از سطح را انجام میدهد.
- دسته حدیده: این قسمت ابزار نیز برای قرارگیری حدیده طراحی و تعبیه شده است.
سوالات متداول
قلاویز چیست؟
قلاویز ابزاری است که از آن برای ایجاد رزوههای داخلی استفاده میشود. این ابزار غالبا از جنس فولاد تندبر یا فولاد کربنی تهیه شده و شامل 4 ردیف دندانه هستند که توسط این دندانهها عمل براده برداری انجام میشود.بین این ردیفها نیز یک شیار قرار گرفته است که کاربرد اصلی آنها خروج برادههای تشکیل شده حین عملیات و همچنین تغذیه آب و صابون حین رزوه زنی است. قسمت انتهایی قلاویز نیز به صورت چهارپهلو ساخته میشود تا در دسته قلاویز به سادگی قرار بگیرد.
برای انجام عملیات قلاویز کاری چه مراحلی انجام میشوند؟
برای قلاویز کاری در ابتدا محل و قطر سوراخ به طور دقیق و مطابق با کاربرد موردنیاز، مشخص میشود. قطر سوراخ غالبا 8.5 میلی متر است که باید به صورت دقیق روی سطح مورد نظر ایجاد شود. در مرحله بعد، قسمت روی سوراخ با استفاده از مته کمی بزرگتر میشود. در نهایت نیز، با در نظر گرفتن شماره مته قلاویز، دندانههای مورد نظر داخل سوراخ ایجاد میشوند. در حین انجام عملیات قلاویزکاری، استفاده از روغن منجر به تسهیل انجام فرایند خواهد شد.
عملکرد قلاویز چگونه است؟
قلاویزها، به عنوان یک ابزار برش، با استفاده از دندانههای تیزی که دارند، مواد را از قطعه کار حذف میکنند. این ابزار در یک سوراخ در قطعه کار چرخانده شده و با خراشیدن امتداد دو سمت سوراخ منجر به ایجاد یک سطح مارپیچ و غالبا شیب دار میشوند.
با استفاده از قلاویز میتوان رزوههای جدید ایجاد کرده و یا میتوان آن را در برای تعمیر رزوههای آسیب دیده در سوراخی که قبلا رزوه شده است، استفاده کرد. قلاویزها غالبا تنها در یک جهت برش را انجام میدهند و برای خارج کردن آنها از درون سوراخ، در جهت معکوس چرخانده میشوند.
انتخاب سایز مته برای قلاویز کاری چگونه انجام میشود؟
قبل از شروع قلاویز کاری، با استفاده از مته، سوراخی با اندازه مناسب ایجاد میشود. اندازه مته مورد استفاده برای این منظور باید با قطر کوچک قلاویز برابر باشد. در صورتی که اندازه مته بزرگتر باشد، رزوهها عمق مناسبی پیدا نمیکنند. همچنین در صورتی که سایز مته کوچکتر باشد، ایجاد رزوه با مشکل موجه شده و ممکن است قلاویز دچار شکستگی شود. به همین دلیل، انتخاب اندازه صحیح مته در کیفیت قلاویز کاری، بسیار اهمیت دارد.
جمع بندی
قلاویز کاری فرایندی مهم برای ایجاد تراش و دنده زنی در سوراخها و سطوح متفاوت است. با استفاده از این عملیات، قابلیت ایجاد تراش در انواع مواد مختلف اعم از فلز، چوب و پلاستیک فراهم میشود. قلاویزکاری به طور کلی در دو نوع دستی و ماشینی انجام میشود که قلاویز کاری ماشینی سرعت و دقت بالاتری را شامل شده و برخلاف قلاویزکاری دستی که در سه مرحله انجام میشود، این قلاویزکاری تنها در یک مرحله منجر به تراش، رزوه زنی و یا دنده زنی قطعه میشود.
در صورتی که عملیات قلاویزکاری با دقت و مهارت بالا انجام شود، نتیجه کار کیفیت مطلوبی خواهد داشت. همچنین در حین انجام این عملیات، برای جلوگیری از ایجاد مشکلات احتمالی و یا افزایش کیفیت کار میتوان نکات و تکنیکهای مختلف را مورد استفاده قرار داد. در اینصورت هنگام انجام این عملیات، بهتر است به جهت چرخش، مقدار نیرو، روان کننده و مراحل انجام عملیات دقت کافی داشت.